“絶対に穴の開かない金属”VS“どんな金属にも穴を開けられるドリル”解説
今回は製造現場ドットコムさんのブログ『無造作淑女』からご寄稿いただきました。
“絶対に穴の開かない金属”VS“どんな金属にも穴を開けられるドリル”解説
すでに切削加工業界に身を置く方々にとって、フジテレビの『ほこ×たて』の人気企画、“絶対に穴の開かない金属”VS“どんな金属にも穴を開けられるドリル”は有名ですが、とうとう日曜日のゴールデンタイムに放映されることになり、先ほど、日本タングステンに切削工具メーカーOSGが挑戦した様子がお茶の間に流れました。

皆さん、今までにない衝撃の結末に度肝を抜かれたと思います。冷静に考えれば、十分あり得る結果ですが、対決を見守っていたわれわれ業界専門記者軍団も驚きました。この対決、1㎜削るために要した時間はなんと4分以上! 1度目は13分を過ぎたころに材料が乾いた音を立てて割れました。今までにない展開にザワつく現場。再度、撮り直しをしたのですが、2度目も13分を過ぎたころにパシッという衝撃音が響きました。
結果は引き分けです――――。
そこで!
「材料を制するものは加工を制す」を口癖に、製造現場を追い求めて早十数年の私。放映が終わって「すごかったね~面白かったね~」だけじゃ済まされない……ということで、『製造現場ドットコム』ファンの皆さまに大サービスよ。解説をいたしましょう。
日本タングステン(通称:ニッタン)の中川内氏が今回持参した超難削材料はサーメットでした。よって超硬合金とは一味違います。超硬合金の材料はタングステン等の金属の炭化物で出来ていますが、サーメットは簡単にいうと、この超硬合金にセラミックを加えた複合材料です。
↓コレね

OSGは切削工具メーカーですので、材料の研究にも余念がありません。おそらくニッタンの得意とするブツを想像しながら工具の開発を進めてきたはずです。
「思ったよりも軽い」
これが対戦相手であるOSG執行役員デザインセンター長の大沢二朗氏の言葉でした。
さて、数々の挑戦相手をたたきのめし、加工不能とまで言わしめた超難削材に挑んだ、OSGの対決用工具が気になりますね。この工具の名称は、テレビでも流れましたが、『クロスエンドドリル』(特殊品)。工具径はφ20 #40(粒度)のもので、工具先端にダイヤモンドの粒子を電着させた特殊工具です。そもそも過去3回の戦いを拝見する限り、被削材は超硬合金と考えられていました。超硬合金の弱点はサーメット同様、割れやすい点が挙げられます。超硬合金もサーメットも超が付くくらい硬いのは変わりませんが、サーメットは耐熱性と耐摩耗性に優れています。
今まで放映された対戦相手(タンガロイ、アライドマテリアル、古河ロックドリル)も数分で機械が止まりました。これはモノが悪いというわけでなく、ぶっつけ本番、しかもこのような対決に前例があるはずもなく、材料に合った加工条件を満たすことができなかったわけですが、やはり硬い焼結材を加工するには世界一硬いと言われているダイヤモンドが有効のようです。ただしダイヤモンドは熱に弱いという弱点があります。加工中の高熱はダイヤモンドの硬さを失わせるうえ、およそ800℃あたりで炭化してしまいます。
中川内氏はおそらく従来通り、“高硬度難削材”で工具が摩擦熱で先にくたばるのを狙ったブツを開発し、持参したのだと思われます。
このあたりの弱点をどう補うかが最大の課題になるわけですが、今回、東京工科大学の福井教授と共同開発し、その技術の集結がこの工具に活かされました。
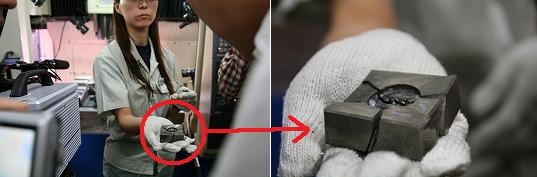
この戦った後の工具をご覧ください。
底面の十字スリットで切削油材を十分に供給できるような形状です。工具中心のオイルホールで、切りくず排出性を高めていますね。
↓形状はこんな感じです。きっちり数ミリ色が変わっていますね

工作機械で高速加工を行うとどうしても加工物の表面と工具表面に熱を持ちますから、せっかくコーティングされたダイヤモンドの利点が失われないよう、クーラントの利用を最大限活かす造りになっています。また、コーナー部をR形状にすることで切削時の負荷を分散しているのも見事ですね。この形状は硬い材料への穴開けに威力を発揮します。
また工具自体が螺旋を描くヘリカル加工をすることによって、切りくず排出性を良好にし、切削油材の供給を容易にしています。この加工法のメリットは、周速ゼロポイントでの加工を避けることにより、工具損傷を低減することです。
これからも対戦したOSGはダイヤモンドの弱点である熱対策を徹底的に行ったと言えるでしょう。
その結果、被削材は割れ、切削工具はこのような状態に……。互いの腹を探りながら開発したものは、互いに良いトコロを突いていたわけです。さすがですね。
↓割れちゃった……
ところで、私は常々申し上げていることがあります。
それは金属加工というのは工具、剛性の高いマシン、工具をしっかり保持するチャックがなければ、クオリティの高い加工はできないということです。どんなに良い切削工具があっても剛性のないマシンではビビリが発生し工具摩耗が激しくなりますし、工具を保持するチャックが甘いと、これまた振れて工具があっという間にお陀仏になってしまいます。
というわけで、この熱い戦いに挑んだ、陰の実力マシン及び周辺機器をご紹介いたしましょう。
工作機械はオークマの立形マシニングセンタ『MB-46VAE』。回転速度は50~1万5000rpm(標準仕様)。このマシンを選んだ理由は、剛性はもちろんのこと、“内部給油が可能”だということでした。
↓オークマ『MB-46VAE』

しっかり工具を保持していたチャックは、高い品質で世界中から好評を博している大昭和精機のものです。
↓さすがは高品質がウリの大昭和精機さん

この見事な戦いですが、加工不能と言わしめた材料が中心から放物線上に割れてしまいました。材料にかかった力の逃げ場所がなくなり割れてしまったのですが、先述のとおり、サーメットの欠点は割れやすい、ということです。割れ方から推測すると、この穴開け対決に使用したマシンもチャックもビビらない、振れない、という優れモノだということが分かります。
次回は、何が出てくるか分からない不気味な超難削材の特性を想像しながらさらなる工具開発をして見事に穴をあける工具か、今まで以上にまったくビクともしないシロモノを持参するニッタンか、もう一度熱い対決を期待したいですね!

でもね、今度は柔らかくて粘っこい難削材を持って来たらどうしましょう!?
そのうち、硬いものも柔らかいものも、どんな材料でも加工ができる夢のような工具が開発されるかもしれませんね。
余談ですが、あのダイヤモンドコーティングが施された『クロスエンドドリル』で、働く女の勲章ともいえるガサガサの足の裏を擦ってみたい衝動にかられてしまいました。
執筆: この記事は製造現場ドットコムさんのブログ『無造作淑女』からご寄稿いただきました。
ガジェット通信はデジタルガジェット情報・ライフスタイル提案等を提供するウェブ媒体です。シリアスさを排除し、ジョークを交えながら肩の力を抜いて楽しんでいただけるやわらかニュースサイトを目指しています。 こちらのアカウントから記事の寄稿依頼をさせていただいております。
TwitterID: getnews_kiko
- ガジェット通信編集部への情報提供はこちら
- 記事内の筆者見解は明示のない限りガジェット通信を代表するものではありません。









