『ほこ×たて』緊急解説第2弾! オーエスジーVSニッタンの激闘!
今回は製造現場ドットコムさんのブログ『無造作淑女』からご寄稿いただきました。
『ほこ×たて』緊急解説第2弾! オーエスジーVSニッタンの激闘!
フジテレビの番組『ほこ×たて』の人気企画“絶対に穴のあかない金属”VS“どんな金属にも穴をあけられるドリル”は有名ですが、先日、日本タングステン(通称:ニッタン)VSオーエスジーの再戦がお茶の間に流れました。その熱い戦いに、皆さんテレビにくぎ付けになっていたことでしょう。
さて、記者のコメントを覚えていますでしょうか? 私はただ一人、「穴はあかない」としました。なぜそう答えたのかをふまえ、読者の皆さまに大サービスよ。少し解説をいたしましょう。
その前におさらいです。知らない方は、前回対決したときの解説記事を読んでね。
「『ほこ×たて』緊急解説」 2011年10月16日 『無造作淑女』 http://seizougenba.com/node/955
今回、われわれ記者は対決現場にはおりません。スクリーンで対戦を見守っておりました。オーエスジーは“相手がどんな材料を持ってくるか?”と推理し、ニッタンはオーエスジーの考えそうなことを推測します。この“相手の腹を読む”ことにこの番組の面白さがあります。
今回は2度目の対決です。ひょっとしたらニッタンは得意とするサーメットや超硬合金などの硬い材料ではなくて、粘り気のあるブツを持参することだってあり得ます。私がニッタン中川内氏だったら、意地の悪いことを考え、2度目の今回は切りくずが刃先に溶着して工具をくたばらせるような、粘りのあるイヤラシイ材料を持参することでしょう。
金属加工は通常、材料の特性に合わせて加工条件を決めます。材料に合わせて最適な切削工具や工作機械、チャックなどを用意し、加工に挑みます。材料も分からぬまま憶測で合致する加工条件を見つけだすのは“宝くじを当てる”ようなものです。
今回そのような思いから、私は「穴はあきません」と推測しました。と、思っていたら――――。
「あらっ!?」
スクリーンを観るかぎり、想像以上にサクサクと削っているではありませんか。
どうやらニッタン大川内氏は前回同様の材料で勝負をかけてきたようです。前回は割れてしまいましたので、今回は“割れない工夫”をしてきたに違いありません。
さて、超難削材に挑んだオーエスジー大沢氏が満を持して用意した対決工具が気になりますね。この工具の名称は『クロスエンドドリルエボリューション(特殊品)』。前回の『クロスエンドドリル』を改良し、グレードアップした工具です。
工具径はφ16 #20(粒度)。前回同様、工具先端にダイヤモンド粒子を電着させた特性工具で、菊のつぼみを連想させるユニークな工具形状でした。

工具形状をパイプ状にしたのは加工時の除去体積を削減するためであり、前回の十字スリットを8溝に増やしたのは切削性能や冷却性能を向上させるためです。また、工具中心のオイルホール径を大きくし、冷却効果、切りくず排出性を向上させました。8溝のスリットから勢いよくクーラントが排出される仕組みとなっています。
ダイヤモンドは地球上の物質のなかで一番硬いとされていますが、反面、熱に弱いという弱点があることは、前回放送後に弊社ブログ「『ほこ×たて』緊急解説」でも掲載しました。加工中の高熱は、ダイヤモンドの硬さを失わせるうえ、およそ800℃で炭化するといわれています。
前回の対決では、約13分を過ぎたころに材料が割れ、工具は砥粒(とりゅう)も消滅し、丸坊主になっていました。今回はそのことをふまえ、オーエスジーは目詰まりを防止するため、砥粒サイズを#40から#20へと大きくしました。工具皮膜の耐久性を高めるため、めっきも多層化しています。これにより摩耗の進行が抑制され、前回の『クロスエンドドリル』よりも工具寿命を伸ばすことができたようです。
「おおっ!」
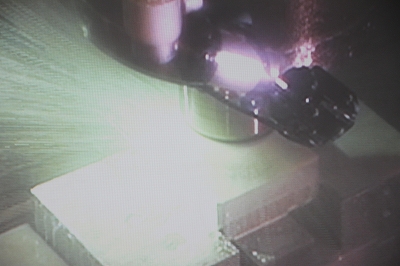
私が思わず声をあげたことは、これらの工具形状に加えて、今回さらなる徹底的な、しつこいぐらいの熱対策が加わっていたことです。テレビをご覧の皆さまもお分かりだと思いますが、前回の対戦同様、工具は自転しながら公転し、公転しながらZマイナス方向へ切り込んでいくヘリカル加工に加え、今回はこのヘリカル加工に1公転後、Z軸方向に工具を1回上下させ、ステップしています。このステップ動作には目詰まり防止と冷却性向上の効果があるのです。
というわけで、超硬合金などの硬い材料に有効だと言われているダイヤモンド砥粒で今回も勝負をかけたオーエスジー。双方、意地の悪いことを考えず直球で勝負しています。お互いに良いところを突いていましたね。
話を戻します。
対決がスタートし、時間は前回材料が割れてしまった13分を過ぎました。スクリーンを観るかぎり、徹底的な熱対策が功を奏しているのが分かります。音に変化は見られず、クーラントは勢いよく排出され、私が思ったよりも順調に加工が進んでいきました。ううむ、さすがだわ!
20分が経過しました。穴開けは5ミリほど進んでいます。順調です。若干聞きとりにくいのですがスピーカーから聞こえる音に変化もみられません。
スタートから45分ほど経過したところ、切削油の補給をしました。
「経過報告です。残りはあと8ミリです!」
残り8ミリ――――。切削油を補給すると何事もなかったかのように加工は続きました。
ところが、補給をしてしばらく経ったころでしょうか、クーラントの色に変化が見られました。テーブル部に薄っすらたまっている切削油が一瞬だけろうそくの炎のようにユラユラと妙に明るくなるのです。
(あれ? 火が出たのかしら?)
勢いよく排出されていたクーラントもさっきまでの勢いはありません。
研削に近い加工ですので今まで見えなかったはずの切りくずが、その存在を主張しはじめたことを発見しました。一瞬ですが小さな火の玉がスクリーンを横切ります。この頃、すでに火が出ていたのです。
スクリーンが白っぽく映るので、よく見えないけれど、テーブル部にうっすらたまった切削油に黒いものが浮いていることを確認しました。この黒いものの正体は、おそらく加工熱にやられた炭化したダイヤモンド砥粒でしょう。クーラントに勢いがなくなったのは、菊のつぼみのような工具形状になんらかの変化があったものだと感じました。
アナウンスが入りました。
(もう少しで穴があく!)
経過報告にざわめく会場。力が入ります。
「もう少し、あともう少し――――。頑張れ、頑張れ~!」

機械はまだ止まりません。不気味に動き続けています。もうそろそろ穴が開きそうな時間に突入しました。
そんななか、私の横で某記者がひっそり耳打ちをしてきました。
「今日は那須さんのお・ご・り決定ですね。へへっ」
記者の中でたった一人、「穴はあかない」と答えていた私の財布の中身に黒い影が忍び寄ってきた瞬間です。
午後4時31分(←私の時計で)――――。機械は止まりました。午後3時5分にスタートしていますので、およそ1時間26分をかけた加工が終わりました。長い時間でした。
きっと誰もが穴は開いたと思っていたに違いありません。
が、なんということでしょう――――首の皮一枚残っていたなんて!
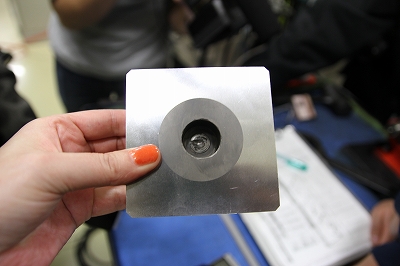
結果はテレビをご覧のとおりです。会場内がどよめきます。
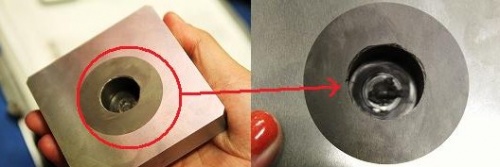
今回中川内氏が持参した高硬度難削材は、中川内氏いわく前回同様、非常に硬い焼結材であるサーメットとのこと。
摩擦熱でダイヤモンド砥粒は炭化し、工具母材までもが削られて真っ平らになっていました。おそらく難削材が工具母材より硬かったのでしょう、最後の最後で難削材と工具が削り合ってしまったのかもしれません。息をのむ戦いでした。

ですが、超難削材加工をするのに1本の工具が1時間30分近くも持ちこたえたということは、実はスゴイことなのです。通常ならば、もっと早くに工具がくたばっていても不思議ではありません。
申し上げたいことがひとつあります。わけのわからぬ超難削材に対し、加工条件を合わさぬまま、ここまで穴を開けるなど通常では考えにくいということです。冒頭でも述べましたが、切削加工の場合、被削材の特性に合わせて加工条件を決めます。もっと言うなら材料に合わせた設備の総合力で加工をするものなのです。加工は簡単にできるものではありません。
したがって、材料もわからぬままに穴を開けたも同然と言いたいほど、残すところ首の皮一枚というところまで穴を開けることができた、大沢氏らが渾身(こんしん)の力を振り絞り開発した工具は素晴らしい工具だったと言えましょう。
まさに宝くじに当たるような確率で加工条件を模索し、戦いに挑んだオーエスジーですが、開発努力の素晴らしさを再認識しました。もし最初に材料が分かっていたならば(←番組にならないのですが)、大沢氏は加工条件を的確に判断し、“美しい穴”を確実にあけていたでしょう。
大沢氏は力強く言いました。
「われわれは決して諦めない。さらなる開発努力に邁進(まいしん)する」と。
一方、ニッタンが生み出す材料は、今後もさまざまな産業において大きな力となると確信しました。有能な開発者である中川内氏の今後の活躍がとても楽しみです。きっと世界中の産業に新たな可能性を拓いていくことでしょう。
私は日本製造業の強みの真髄を“切る”、“磨く”、“穴をあける”、“削る”だと思っています。さまざまな加工技術、加工方法のなかでももっとも重要な切削加工ですが、日々、難削材・新素材との戦いであると言っても過言ではありません。この戦いは産業発展の原動力だと感じています。現在の加工技術は、工作機械はもちろんのこと切削工具の母材・コーティング・刃形設計などの技術開発により大きく進展しています。今後も新しい材料の特性を的確に把握しながら、工作機械、切削工具、ツーリング、『CAD/CAM』、その他周辺技術の開発が進んでいくことに違いありません。
最後に今回使用された陰の貢献マシン&ツーリングをご紹介しましょう。
前回同様、機械はオークマ『MB‐46VAE』。しっかり工具を保持していたチャックは“BIG”の愛称で知られる大昭和精機のものでした。

え? 結局、おごってもらったかどうかって? 豊橋で美味しい焼き鳥を食べつつ、大酒を食らいました。フフッ。最高の戦いでした。

執筆: この記事は製造現場ドットコムさんのブログ『無造作淑女』からご寄稿いただきました。
ガジェット通信はデジタルガジェット情報・ライフスタイル提案等を提供するウェブ媒体です。シリアスさを排除し、ジョークを交えながら肩の力を抜いて楽しんでいただけるやわらかニュースサイトを目指しています。 こちらのアカウントから記事の寄稿依頼をさせていただいております。
TwitterID: getnews_kiko
- ガジェット通信編集部への情報提供はこちら
- 記事内の筆者見解は明示のない限りガジェット通信を代表するものではありません。